
Qingdao Victory Plastics Co., Ltd.
Zertifiziert
ISO 9001, UL, SGS
24 + Jahre
Erfahrung
Standort
Qingdao, China


Blechumformprozesse werden typischerweise bei Raumtemperatur durchgeführt und werden für die Massenproduktion eingesetzt. Metallmaterialien werden auf einer Presse platziert und dann durch einen Stempel starken Druck angewendet, um das Metallmaterial zu stanzen, auszuschneiden, zu beugen oder zu dehnen, um die gewünschten Teile herzustellen.

Definition: Rollenbiegen ist ein kontinuierlicher Prozess, der Blech in einen technisch vorgegebenen Querschnitt mithilfe aufeinanderfolgender Paare von Walzen überführt, wobei jede Walzenpaar nur geringfügige Formänderungen bewirkt. Die Summe dieser kleinen Formänderungen ergibt ein komplexes Profil.
Funktion: Das einzigartige Merkmal dieses Ansatzes ist die Nutzung aufeinanderfolgender Umformstationen, die das Metall schrittweise in die gewünschte Form bringen. Basierend auf dem Zielprofil berechnet ein Computer die optimale Positionierung und Form der Walzen für maximale Effizienz und entwirft den Weg. Je anspruchsvoller das gewünschte Profil ist, desto mehr Walzen passiert das Material. Die Rollenbieglinie kann Metall biegen und zu Röhren und Trägern formen.
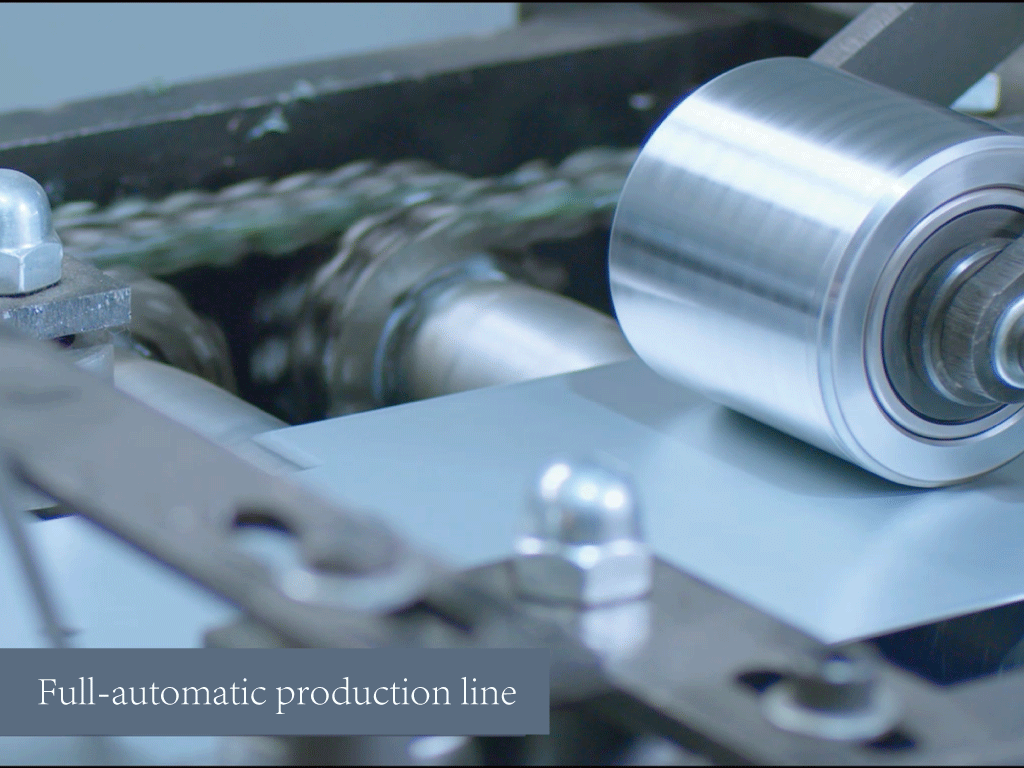
Insbesondere verfügen wir über fünf vollautomatische intelligente Produktionslinien, die speziell für die Herstellung von vertikalen, horizontalen und unteren Trägern für Haier-Kühlschrank dediziert sind.
Wir sind stolz darauf, dass wir diese Technologie eigenständig erforscht und entwickelt haben und über ein Erfindungspatent verfügen. Unsere Produktionslinien nutzen die fortschrittlichste Technologie und Ausrüstung, um sicherzustellen, dass wir unseren Kunden das optimale Gleichgewicht aus Qualität, Lieferzeit und Kosten bieten.
Wir haben eine hochmoderne automatische intelligente Rollformproduktionslinie entwickelt, die den Herstellungsprozess für Kühlschrankträger vollständig revolutioniert hat.
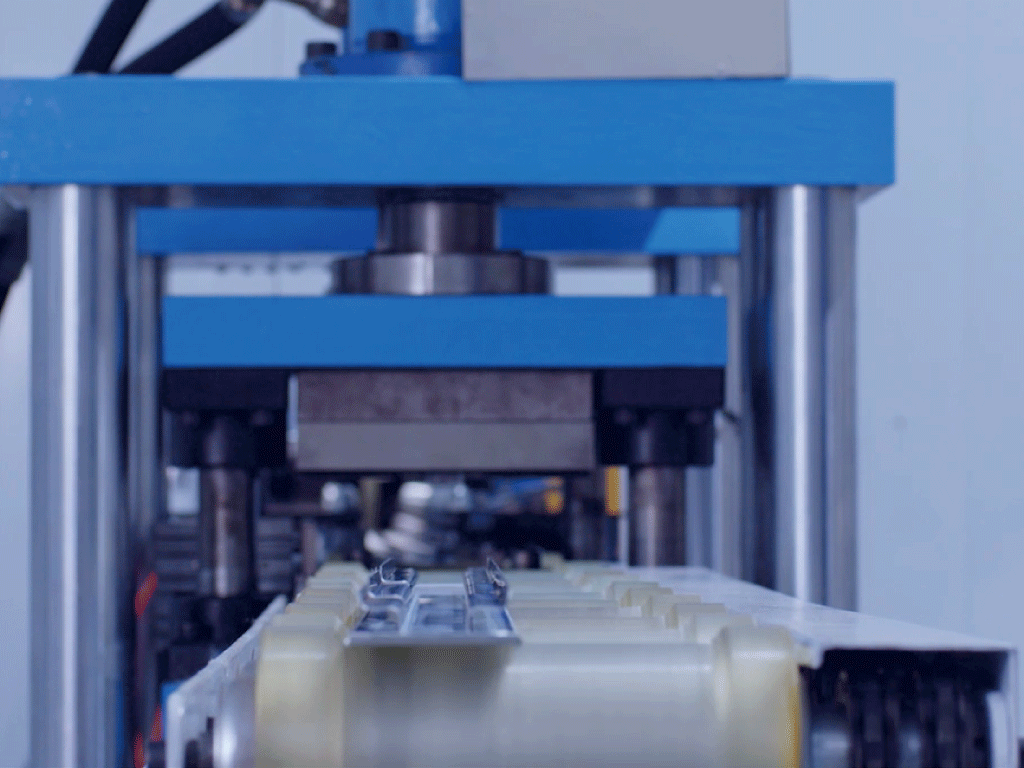
Unsere Produktionslinie hat die ursprüngliche achtstufige Methode ersetzt und erreicht eine 100 %ige Durchlaufquote bei der Formgebung von Kühlschrankträgern, was höher ist als bei dem Einzelprozess der Pressformfertigung. Außerdem haben wir die Flachheit der Kühlschrankträger von 0,5 mm auf ≤ 0,3 mm verbessert, was im Vergleich zum vorherigen Einzelschlagprozess eine erhebliche Verbesserung darstellt.
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 CS
CS
 DA
DA
 NL
NL
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 JA
JA
 KO
KO
 NO
NO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 SV
SV
 CA
CA
 TL
TL
 IW
IW
 ID
ID
 LT
LT
 SR
SR
 SK
SK
 SL
SL
 UK
UK
 VI
VI
 ET
ET
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 AF
AF
 MS
MS
 UR
UR





